





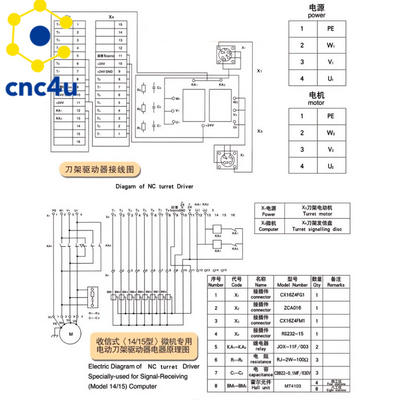
- Khi công cụ thay đổi, hệ thống CNC sẽ gửi tín hiệu chuyển tiếp 0V ở chân J1, đồng thời bắt đầu phát hiện tín hiệu vị trí công cụ tương ứng.
- Sau khi đạt đến vị trí công cụ cần thiết, dòng vị trí công cụ tương ứng (chân phần tử Hall 3) xuất tín hiệu 0V và hệ thống CNC phát hiện.
- Sau khi đạt được tín hiệu, J1 được gọi để hủy tín hiệu chuyển tiếp, đồng thời Chân J2 xuất tín hiệu ngược.
- Sau một thời gian trễ nhất định, tín hiệu đảo ngược bị hủy và chương trình thay đổi công cụ được hoàn thành. Thời gian trễ được thiết lập bởi hệ thống.
- Hộp điều khiển có bộ hấp thụ sai số tích lũy, do đó không cần kết nối bổ sung thêm khi đi dây. Sản phẩm này phù hợp cho đài dao tiện cnc 4-8 trạm

Hãy là người đầu tiên nhận xét “Bộ điều khiển đài dao HAK21 / LD4B”
Sản phẩm tương tự







Hết hàng

Hết hàng






Đánh giá
Chưa có đánh giá nào.